Articulo de revisión
1
Instituto Tecnológico Superior Rumiñahui; Rumiñahui - Ecuador; CP 170101
2
Universidad Internacional del Ecuador (UIDE); Quito - Ecuador; CP 170503
3
Gobierno Autónomo Descentralizado (GAD); Azoguez - Ecuador; CP 030150
El estudio se orientó en evaluar en condiciones operativas reales, la salud, la contaminación y el desgaste del aceite de motor de un bus inter aeroportuario; se planteó que, con un monitoreo sistemático y correcciones operacionales, las propiedades del lubricante se mantendrían dentro de límites permisibles. Se aplicó un diseño experimental descriptivo con tres muestreos cada 250 h (0–750 h). Las pruebas de laboratorio analizaron viscosidad (ASTM D445), FTIR para oxidación, sulfatación, nitración y contaminantes (ASTM E2412), ICP para metales y aditivos (ASTM D5185) y agua por Karl Fischer (ASTM D4928), y en el análisis de datos se usaron límites permisibles y criterios estadísticos (ASTM D7720). Los resultados mostraron disminución de viscosidad del 13–14 % en relación a la línea base, en la oxidación se mantuvo en 16; la sulfatación, alta y estable en 21; la nitración, 6–7, todas bajo límites establecidos; a la vez, no se registró ningún contaminante en las muestras. En el caso de las partículas se detectó Fe=3–4 ppm, Al=0–1 ppm y Cu=1 ppm, con Mo=41 ppm por aditivo y descenso controlado de Ca–P–Zn. Se concluye que el aceite mantuvo su capacidad protectora dentro del periodo de medición. Finalmente, el mantenimiento basado en condición es viable lo que permite optimizar el intervalo de cambio del aceite con impacto posible en costos, confiabilidad y cumplimiento ambiental.
Palabras clave: monitoreo bajo condición; ingeniería de mantenimiento; tribología; motor encendido por compresión.
The study evaluates engine oil condition based on health,
contamination, and wear of an airport shuttle bus under real-life
operating conditions. It was proposed that, with systematic
monitoring and operational corrections, the lubricant properties
would be maintained within permissible limits. A descriptive
experimental design was applied with three samplings every 250
h (0–750 h). Laboratory tests analyzed viscosity (ASTM D445),
FTIR for oxidation, sulfation, nitration, and contaminants
(ASTM E2412), ICP for metals and additives (ASTM D5185),
and water by Karl Fischer (ASTM D4928). Permissible limits
and statistical criteria (ASTM D7720) were used in data
analysis. The results showed a 13–14% decrease in viscosity
compared to the baseline; oxidation remained at 16; sulfation
was high and stable at 21. Nitration, 6–7, all within established
limits; at the same time, no contaminants were recorded in
the samples. In the case of particles, Fe = 3–4 ppm, Al =
0–1 ppm and Cu = 1 ppm were detected, with Mo = 41 ppm
per additive and a controlled decrease in Ca–P–Zn. It is
concluded that the oil maintained its protective capacity within
the measurement period. Finally, condition-based maintenance
is viable, allowing for optimization of the oil change interval
with potential impacts on costs, reliability and environmental
compliance
Keywords: condition monitoring system; maintenance engineering; tribology; CI engine.
En general, el aceite de motor desempeña un papel importante en la vida útil del motor, por medio de la lubricación del motor permite reducir la fricción entre las piezas que se impactan. También refrigera las diversas piezas, como los cojinetes del cigüeñal y los pistones. Además, permite la limpieza del motor y ayuda a prevenir la corrosión de sus componentes, estas condiciones, conllevan la degradación del aceite de motor generando un deterioro químico del mismo. Este fenómeno se produce cuando el aceite base se combina con oxígeno, azufre y nitrógeno, formando compuestos nocivos al interior del motor, siendo una de las causas del desgaste de los elementos internos del motor de combustión interna [1,2,3,4].Por ello, el periodo de vida útil de un motor de combustión es afectado por la calidad de aditivos del lubricante y del intervalo de mantenimiento del vehículo [5]. Además, la degradación del aceite de motor acelera el desgaste y la corrosión en los motores, lo que provoca fallos y reduce el rendimiento [6]. Las propiedades del aceite como la viscosidad, el nivel de hollín, el índice de acidez total (TAN) y el índice de base total (TBN) son los indicadores representativos de la calidad del aceite de motor. La viscosidad mide la fluidez del aceite a una temperatura determinada, lo que significa su capacidad para lubricar los metales en contacto, en este caso, la temperatura afecta la viscosidad del aceite de motor. En condiciones de alta temperatura hace que el aceite sea más líquido, y al enfriarse, el aceite se vuelve más espeso [7,8]. El hollín se forma durante los procesos de combustión y entra en el cárter con los gases de combustión, por lo tanto, los niveles de hollín generalmente aumentan con el kilometraje y el consumo de combustible. El exceso de hollín aumenta la viscosidad del aceite, lo que provoca temperaturas más altas, mayores costos de bombeo, pérdida de potencia y el riesgo de falta de aceite, especialmente en el arranque en frío. El TAN indica el estado básico del aceite de motor al proporcionar un valor sobre el grado de oxidación que ha sufrido, en cambio, el TBN es un parámetro crítico para determinar la eficacia del aceite en la protección del motor contra los ácidos formados durante la combustión [1,9,10].
En la práctica, los fabricantes de equipos originales (OEM) para vehículos, los proveedores de lubricantes y los laboratorios de análisis de aceite proporcionan información sobre los límites permisibles de metales de desgaste que facilita la interpretación de los resultados obtenidos de una muestra de aceite, sin embargo, la interpretación puede sesgarse, al no considerar los factores operacionales y las características particulares como la antigüedad del motor, el tipo de servicio, las condiciones ambientales [1,11,12,13].
En la actualidad, los métodos tradicionales de mantenimiento son ineficientes, ya sea por la frecuencia excesiva de los cambios de aceite o por el riesgo de dañar el motor debido a cambios tardíos [14]. En contraste, enfoques de mantenimiento basado en condición (CBM)apoyadosporlos análisis de aceite permiten la optimización de los intervalos de servicio y la reducción de costos. Estudios recientes con analítica avanzada muestran que variables como kilometraje del aceite, cilindrada y uso acumulado del vehículo son determinantes para modelar la degradación, mientras que características de tamaño o tipología de flota aportan menos información, induciendo políticas predictivas idóneas [15].
Aunque el análisis de aceite se ha utilizado ampliamente en el mundo existen brechas metodológicas por la complejidad de la cuantificación del desgaste categorizado en tres partes: en primer lugar, los problemas relacionados con las limitaciones de las técnicas de medición utilizadas para la cuantificación del desgaste, para ello, se han desarrollado diversos métodos para determinar y cuantificar la presencia de elementos contaminantes en el aceite causados por el desgaste del motor y la espectrometría es sin duda el método más utilizado. En segundo lugar, los efectos de las condiciones de funcionamiento en las mediciones de desgaste; debido a que no siempre se correlaciona con el desgaste real que se pretende medir, por lo tanto, las medicionessevenafectadaspordiferentesfactoresquedeben compensarse o tenerse en cuenta para lograr un análisis de desgaste adecuado. Por último, las características específicas del motor (fabricante, antigüedad del motor, condiciones ambientales, tipo de servicio, las condiciones ambientales de trabajo, la metalurgia del motor, etc.), siendo estos factores difíciles de evaluar [16,17,18,19]. Paralelamente, técnicas como la espectroscopia infrarroja por Transformada de Fourier (FTIR) han ganado relevancia por la rapidez y bajo costo para estimar oxidación, nitración, sulfatación, hollín, agua, dilución de combustible y rastros de refrigerante y aditivos, complementando o confirmando los métodos tradicionales y reduciendo la incertidumbre diagnóstica y la aplicación de los procedimientos de mantenimiento [20],[21].
Bajo este contexto, se identifica la necesidad de estudios aplicados sobre la operación de flotas vehiculares con ciclos particulares, como los buses intra aeroportuarios, que operan con largos periodos a bajo régimen de giro del motor y frecuentes arranques/paradas, cuya combinación de baja temperatura de gases, marcha lenta y potencial dilución de combustible establecen un modo característico de la evolución de viscosidad, TAN/TBN, oxidación, sulfatación, nitración y condiciones de desgaste. La evidencia disponible para buses urbanos es útil pero no concluyente para este microciclo específico [1] y la literatura metodológica enfatiza la necesidad de criterios de interpretación ajustados al servicio [13]. Este trabajo se enfocó enlaevaluacióndesalud, contaminación y desgaste del aceite de motor utilizado en un bus de uso intra aeroportuario bajo condiciones operativas reales en intervalos de 250 horas de operación, aplicando la técnica de análisis de aceites FTIR y ICP, con la finalidad de sustentar las decisiones de mantenimiento basado en condición y la generación de mejoras en los intervalos de cambio. Bajo las consideraciones realizadas se hipotetiza que los cambios de las propiedades fisicoquímicas del lubricante pueden mantenerse dentro de los umbrales operativos si el programa de monitoreo es sistemático y se interpretan los resultados corrigiendo los factores operacionales.
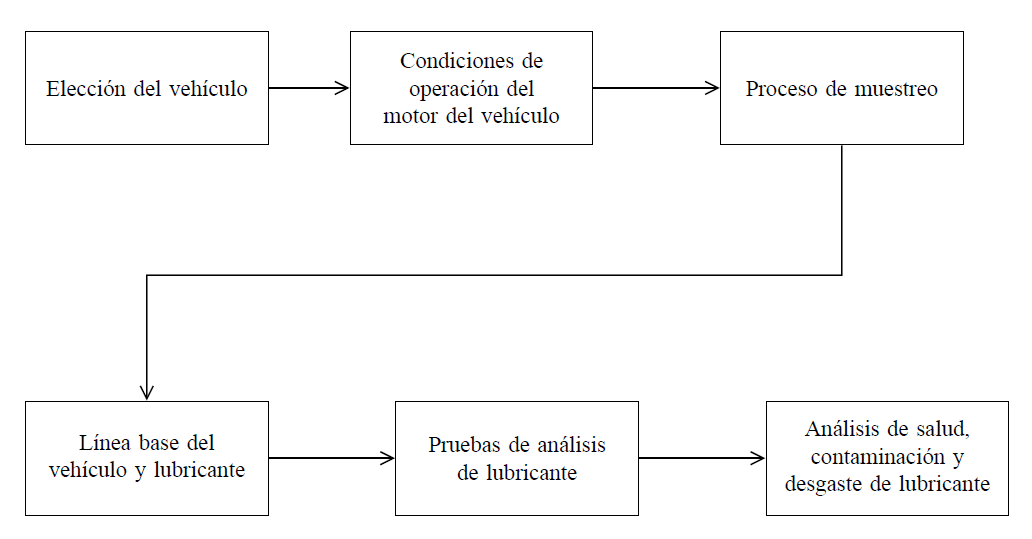
Este proceso de investigación fue un estudio experimental tipo descriptivo, orientado en el análisis de la salud, contaminación y degradación de los motores de encendido por compresión de un vehículo de transporte inter aeroportuario. Este proceso se llevó a cabo en la ciudad de Quito, ubicada en una zona geográfica de elevación a 2 800 metros sobre el nivel del mar. El procedimiento de trabajo utilizado, se muestra en la Figura1.
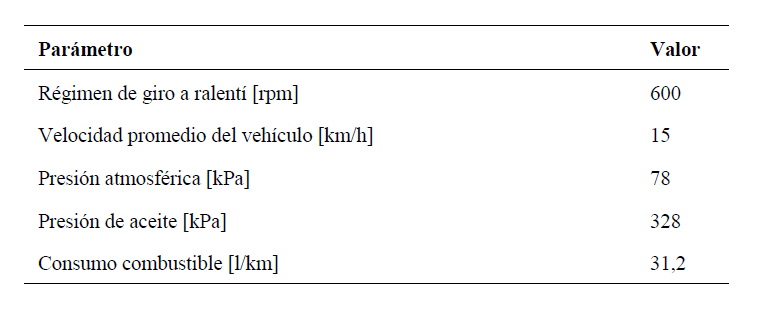
Dentro las actividades operativas del aeropuerto, se dispone de buses para el transporte de los pasajeros desde el avión hacia la plataforma, lo que implica la operación del bus en condiciones de bajo régimen de giro del motor debido a las regulaciones de velocidad dentro del perímetro interno del aeropuerto. En este caso el vehículo elegido dispone de un motor de encendido por compresión de un volumen total de siete litros, con sistema de inyección de riel común (CRDI), de seis cilindros en línea con turbocargador, intercooler e inyección de combustible electrónicamente controlado, para una potencia máxima de 213 kW a 2300 rpm, a la vez, diseñado para el cumplimiento de las emisiones Euro 4. Los parámetros de operación se muestran en la Tabla1.
Para el desarrollo del proyecto, se eligió el periodo de mantenimiento como base para el proceso de muestreo, corresponde a un periodo de funcionamiento de 250 horas del motor del vehículo. El cambio de aceite de motor es una actividad esencial del mantenimiento preventivo, por ello se tomaron tres muestras de aceite en el cárter del motor en intervalos de 250 horas. La secuencia de muestreo se establece acorde la norma ASTM 5185, según la figura2.
Para la obtención de las propiedades del lubricante usado en el motor, se aplicó un conjunto de pruebas utilizando equipos especializados correspondiente a un laboratorio certificado acorde a la norma ISO/IEC 17025/2017. En la Tabla 2 , se especifican las pruebas de análisis empleadas.
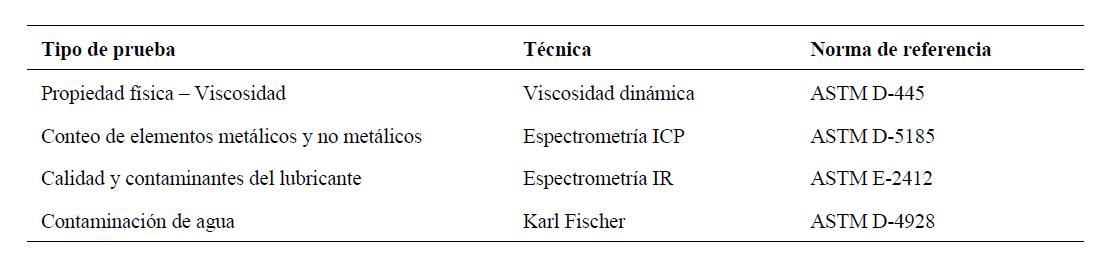
El conjunto de pruebas aplicadas permitió el análisis de la salud, contaminación y desgaste del motor de encendido por compresión con base a la información del lubricante empleado. Los equipos del laboratorio son calibrados en periodos anuales y verificados de forma semestral con relación a la cantidad de pruebas efectuadas con los equipos. La normativa ASTM D445-24 establece que cada muestra se mida en duplicado y se reporte el promedio, verificando en instancia inicial la determinabilidad (d); si no se cumple, se limpia y repite, luego, define la precisión con el criterio “1 en 20” y finalmente la repetibilidad (r) para resultados del mismo laboratorio/equipo y reproducibilidad (R) entre laboratorios.
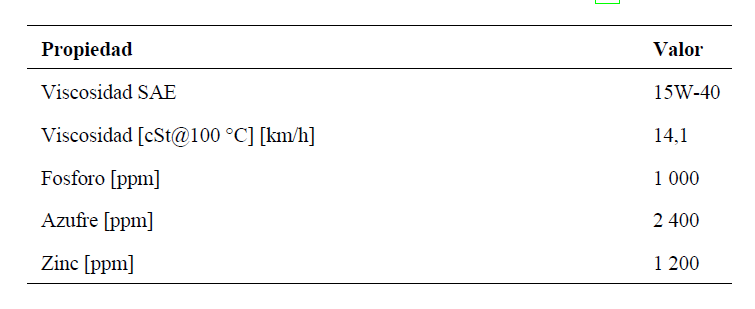
El fabricante del vehículo (OEM), recomendó el uso del lubricante bajo la especificación API CK4, SAE 15W40, corresponde a un lubricante de alto rendimiento es formulado para motores de encendido por compresión de servicio pesado, en operación bajo condiciones severas y requerimientos de emisiones ultra bajas de azufre. Además, ofrece excelente protección contra desgaste, oxidación y depósitos, asegurando una lubricación óptima en diversas condiciones operativas [23]. Las propiedades del lubricante base se especifican en la [Tabla 3].
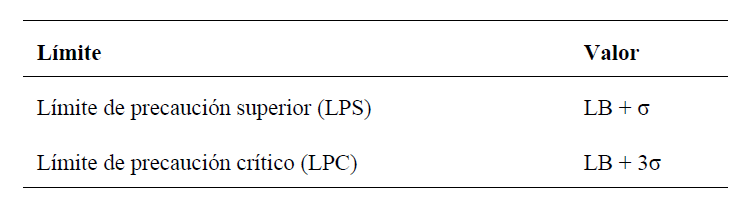
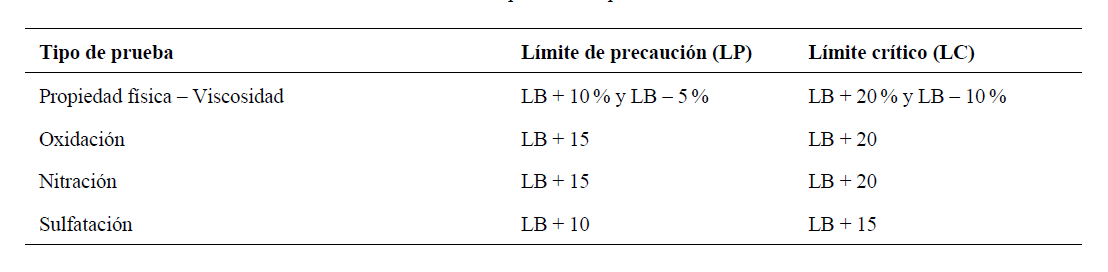
Cada parámetro medido, expresa una condición del aceite usado, por ello, “ciertos parámetros requieren solamente límites superiores como los niveles de partículas y otros de límites inferiores, tales como, basicidad, metales de aditivos. Otros parámetros requieren de ambos límites, como la viscosidad” [22].En la [Tabla 4], son mostrados los límites de los parámetros medidos para la salud del lubricante.
Para los elementos de metálicos y no metálicos correspondiente al desgaste y la contaminación del lubricante, se utilizó la norma ASTM D-7720 denominada Standard Guide for Statistically Evaluating Measurand Alarm Limits when Using Oil Analysis to Monitor Equipment and Oil for Fitness and Contamination para la cuantificación de los elementos, considerando la línea base del lubricante (LB).
En la [Tabla 5], se establece el criterio de cálculo de los límites permisibles para los elementos detectados acorde a la normativa indicada.
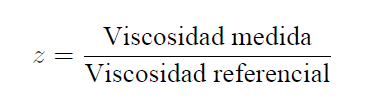
Para evaluar el comportamiento de la viscosidad se calcula la viscosidad relativa(z), “que facilita la comparación del comportamiento de la viscosidad, no solo compara la desviación de la tasa de desgaste de referencia del motor, sino que también, al usar la tasa de desgaste de referencia del modelo del motor” por medio de la [ecuacion1].
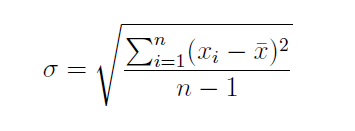
Para los criterios de límites permisibles de los elementos detectados, se establece la desviación estándar (σ) utilizado la [ecuacion2], con base a los elementos medidos en cada muestra.
Para los resultados se utilizó como software Excel.
La viscosidad es la propiedad básica del lubricante, en este caso, los resultados de la viscosidad de las muestras tomadas, la viscosidad relativa calculada por medio de la [ecuacion1], a la vez, se establece los límites operacionales acorde a la [Tabla 4]: Criterios de límites permisibles para la salud del lubricante, se detallan los resultados obtenidos en la [Tabla 6].
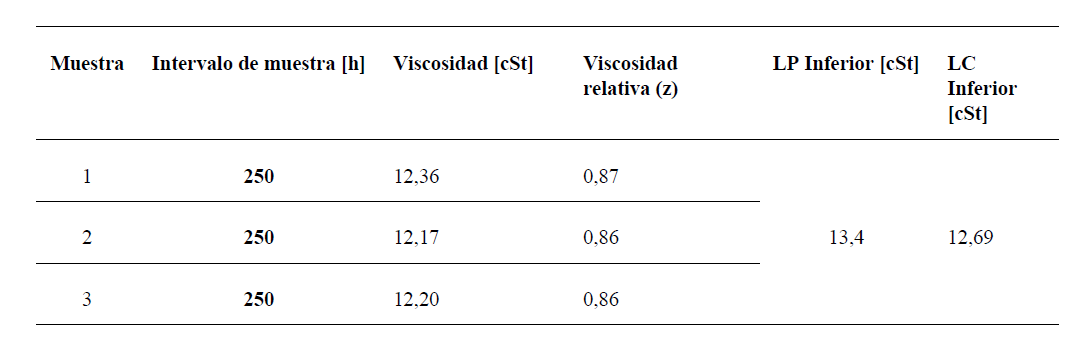
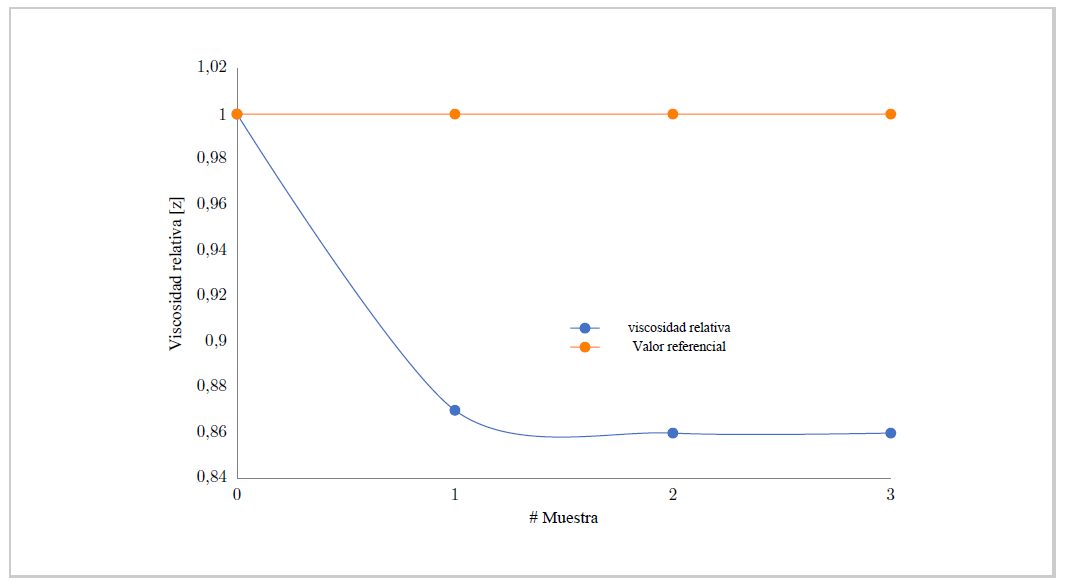
Para cada muestra se evidencia una reducción de viscosidad en rango del 13 al 14% en comparación a la viscosidad de la línea base, con una variación del 1% entre los resultados medidos. Existe una degradación del aceite empleado en el motor de encendido por compresión por debajo del límite de precaución y el límite crítico, lo que indica una reducción de las propiedades del aceite por los factores operacionales a bajo ralentí del motor. En la [Figura 3], se muestra el comportamiento de la viscosidad relativa por muestra.
La salud del lubricante está relacionada con el comportamiento de la viscosidad, oxidación, sulfatación y nitración de la condición operativa motor degradó las propiedades físicas y químicas del aceite,por la acción de la combustión y el combustible. [Figura 4]muestra el comportamiento se las propiedades de la salud del lubricante acordea los resultados de las muestras cuantificadas en el laboratorio.
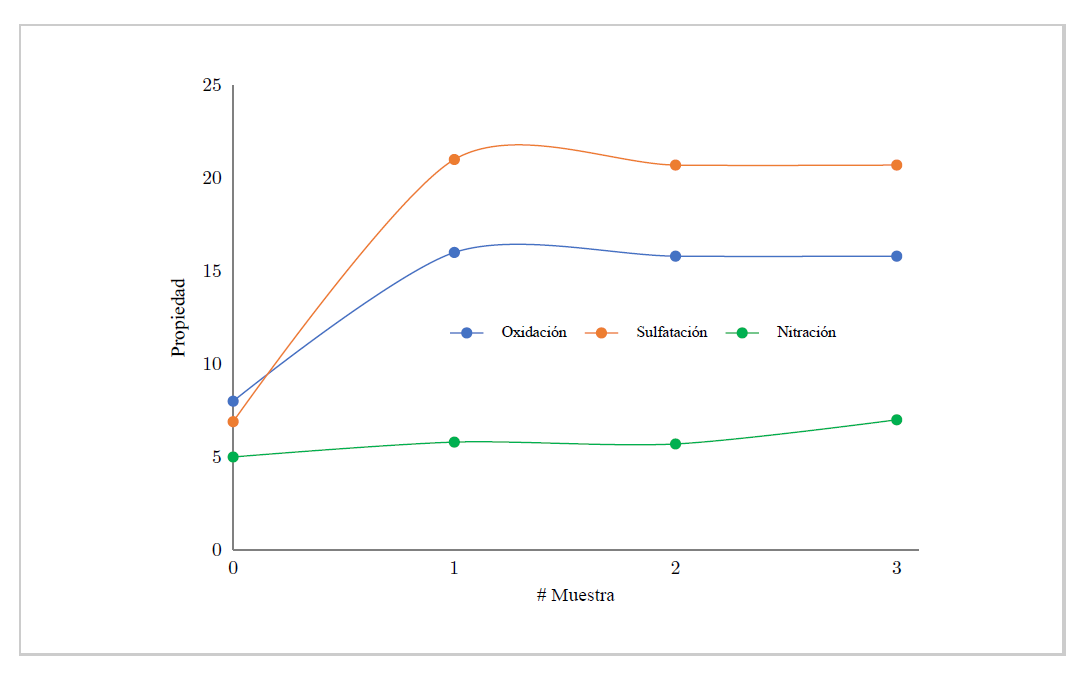
En las tres muestras medidas,la oxidación se mantuvo estable en 16 con un incremento del 100% en relación a la línea base, pero dentro de los límites operacionales(LP=23;LC=28),en este caso la oxidación excesiva incrementa la viscosidad y la formaciónde lacas.En el casode la sulfataciónmostró un valor inicialmente alto [21]y prácticamente invariable, siendo una señal de acumulación de subproductos ácidos de la combustión y del azufre, con riesgo de corrosión y depósitos a la proximarse a los límites permisibles entre 22 y 27.En la nitración se evidencia un aumentó moderadamente en las tres muestras (entre 6 y 7)que se mantiene alejada de los límites (LP=20;LC=25), esto sugiere que el aceite aún no ha alcanzado condiciones críticas, aunque el uso prolongado en motores con recirculación de gases (EGR) puede acelerar su aumento y generar formación de lodos y barnices. En conjunto, esto evidencia una reducciónde la salud del lubricante sin superar los límites de funcionamiento durante el intervalo de muestreo, aunque contendencia de acercamiento a niveles críticos que amerita un monitoreo continuo.
La evaluación de la contaminación del lubricante se efectuó con los resultados de las muestras efectuadas acorde a la norma ASTME-2412, en este caso, los principales contaminantes provienen del combustible, refrigeranteyel aire atmosférico.Los componentes muestreados se detallan en la[Tabla 7].
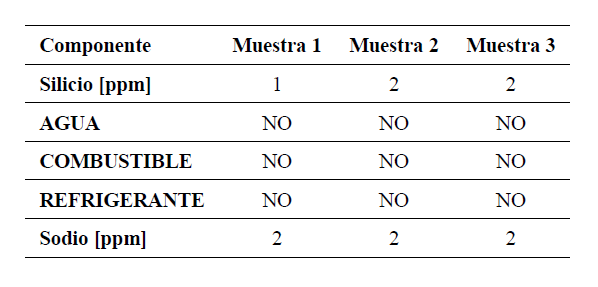
Considerando los registros de agua, combustible y refrigerante, no existe ninguna contaminación por agentes externos en la operación del motor. En el caso del aire atmosférico los niveles de silicio y sodio son insignificantes para elaborar los límites permisibles para estos elementos, por ello, tampoco existe afectación por el aire atmosférico.
Para los elementos metálicos y no metálicos detectados en el análisis de lubricante, se establecieron los límites operacionales con base a la desviación estándar de las mediciones efectuadas acorde a la norma ASTM D-7720. Los resultados se detallan en la [Tabla 8].
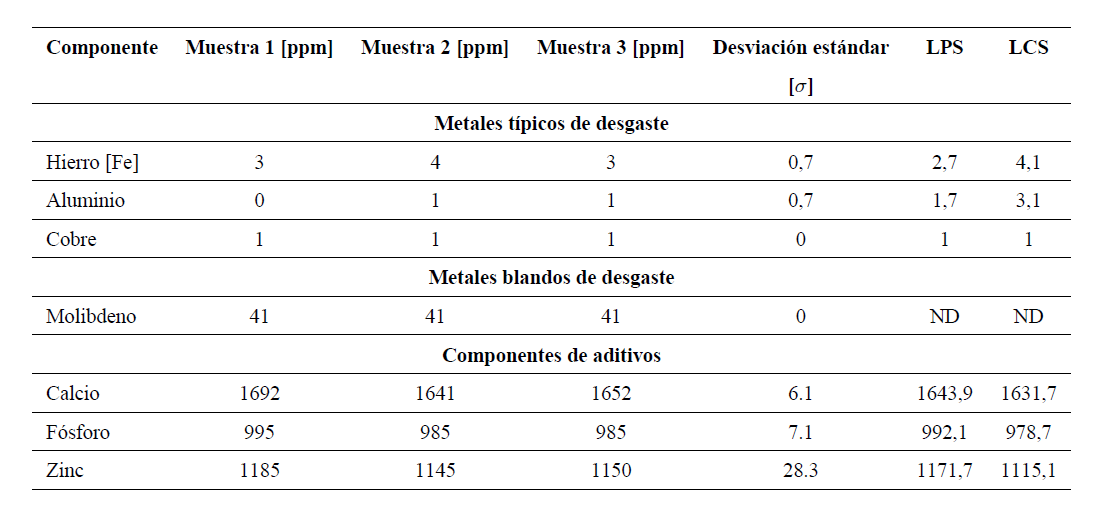
Acorde a los registros, las partículas de hierro son semejantes en las muestras entre tres y cuatro ppm, en el caso del aluminio se detectó una ppm y el cobre se detectó un registro constante de una ppm, estos valores indican una tendencia de desgaste no específico. En el caso de los metales blandos se detectó la presencia de Molibdeno, utilizando como elemento anti desgaste en la formulación del aceite de motor con alta presión y temperatura de trabajo [9].Además, los resultados muestran la reducción de calcio, zinc y fosforo, elementos relacionados con los aditivos del motor, condición propia de la operación eficiente del lubricante, estos elementos se reducen dentro de los límites permisibles.
En los resultados, se evidenció la reducción de viscosidad, manteniéndose aún en rango operativo, este comportamiento es compatible con cizallamiento de mejoradores de índice de viscosidad en un aceite 15W-40 CK-4 sometido a frecuentes fases de baja carga y temperatura moderada, más que con dilución por combustible (no evidenciada por FTIR). La oxidación estable (aunque incrementada respecto a la línea base) sugiere un balance entre temperatura de aceite relativamente contenida y paquete antioxidante aún efectivo; la sulfatación alta pero estable denota presencia persistente de productos ácidos de combustión sin progresión acelerada hacia corrosión; compatible con las características del combustible diésel en el mercado ecuatoriano.
La ausencia de contaminantes (H2O/combustible/refrigerante) y los bajos niveles de Fe, Al y Cu indican lubricación efectiva y desgaste no específico, mientras que el molibdeno responde al aditivo antidesgaste de la formulación y la disminución de Ca-P-Zn refleja consumo normal de aditivos detergentes/antidesgaste en servicio especificado. Por ello, se identifica un patrón de un ciclo térmico moderado con elevada fracción de ralentí que degrada gradualmente el lubricante sin activar mecanismos de fallo acelerado.
Los resultados coinciden con la evidencia de que el análisis de aceite habilita mantenimiento predictivo más eficiente que los intervalos fijos por tiempo/kilometraje [1,2]. La combinación de descenso de viscosidad por cizallamiento con oxidación controlada es compatible con lo descrito para flotas urbanas/servicio severo, en las que el estrés mecánico del polímero domina sobre la termoxidación cuando las temperaturas medias de aceite no son extremas[1]. A diferencia de entornos con alta carga y hollín elevado donde la interacción aditivo-hollín empeora la reología y el desgaste [7,8], en este caso no se observó una señal de hollín crítica en la salud del lubricante ni un incremento de metales que la delate, lo que sugiere una combustión con limitada contaminación para un motor Euro 4 dentro de las condiciones operativas del vehículo. Además, la necesidad de interpretaciones ajustadas al servicio que contemplen reposiciones, consumo y envejecimiento del motor es consistente con los marcos metodológicos clásicos y actuales [2,13,22,25].
Este estudio aporta evidencia aplicada para un microciclo poco documentado (transporte inter aeroportuario a gran altitud), mostrando que un programa sistemático de monitoreo de lubricante permite sostener la confiabilidad del vehículo sin sobredimensionar los cambios de aceite. Esto contribuye así a operacionalizar el CBM en flotas de vehículos, con impacto en costos, disponibilidad y cumplimiento ambiental al evitar degradaciones que eleven emisiones contaminantes y consumo de combustible. En lo teórico, el caso refuerza la pertinencia de modelos de degradación específicos por servicio y normalizaciones que discriminen efectos de operación de los de envejecimiento químico en el lubricante.
Entre las limitaciones del estudio se cuentan: (i) tamaño muestral reducido (tres mediciones, un motor), (ii) único patrón operativo y entorno (≈2 800 m s. n. m.), (iii) Ensayos acotados en resultados y (iv) la inferencia de mecanismos (cizalla vs. dilución) sin medidas complementarias.
Este estudio evidencia que el aceite SAE 15W-40 correspondiente al bus inter aeroportuario conservó su salud, limpieza y una baja tasa de desgaste durante 750 horas de trabajo bajo un ciclo severo de baja velocidad y alto ralentí, lo cual viabiliza el mantenimiento basado en condición en este contexto, estos resultados tienen implicaciones directas para la optimización de intervalos de servicio y la búsqueda de modelos predictivos que integren datos tribológicos, operacionales y de emisiones para mejorar la gestión y operación de la flota vehicular.
La salud del lubricante evidencia una reducción progresiva en la viscosidad no mayor al 14 % y variaciones en las propiedades químicas (oxidación, sulfatación y nitración), cuyos valores se mantienen dentro de los límites permisibles. Esto indica que el aceite conserva su capacidad de protección hasta las 750 horas de operación, permitiendo establecer intervalos de cambio más eficientes en función de la condición real del lubricante.
La contaminación del lubricante no presentó niveles de agua, combustible, refrigerante ni ingreso de polvo atmosférico, lo cual demuestra un adecuado sellado del sistema y la eficiencia de los filtros de aire y aceite. En consecuencia, la degradación observada en el aceite está relacionada principalmente con las condiciones de combustión y no con contaminantes externos.
El desgaste metálico detectado (hierro, aluminio y cobre) fue inferior a 4 ppm en las muestras analizadas lo que no define un tipo de desgaste en el motor, mientras que la reducción progresiva de los aditivos (calcio, fósforo y zinc) se mantuvo dentro de los límites permisibles confirmando que el motor opera en condiciones controladas y que el lubricante cumple eficazmente su función de protección antidesgaste en el periodo estudiado.
Futuras investigaciones deberían ampliar la cohorte, incorporar trazabilidad operacional (carga, temperatura de aceite, porcentaje de ralentí, EGR activo), y añadir métricas TAN/TBN y hollín, así como la verificación interlaboratorio para robustecer la incertidumbre metrológica.
Financiamiento: Los autores expresan autofinanciamiento para realizar esta obra de investigación. Conflicto de intereses: Los autores expresan autofinanciamiento para realizar esta obra de investigación. Jaime Fernando Antamba 30 %: Escritura, recursos e investigación Pablo André Vacacela, 30 %: Escritura, recursos e investigación Ángel Orlando Lluilema, 13.33 %:30 %: Escritura, gestión e investigación Luis Fabricio Corrales, 13.33 %: Recursos e investigación© 2025 Jaime Fernando Antamba Guasgua,Pablo André Vacacela Mazón, Angel Orlando Lluilema Vimos y Luis Fabricio Corrales Zurita

Artículo de libre acceso bajo los términos de la
Licencia
de Creative Commons Reconocimiento-NoComercial-CompartirIgual 4.0 Internacional.
Se permite que otros remezclen, adapten y construyan a partir de su obra sin fines comerciales,
siempre
y cuando se otorgue la oportuna autoría y además licencien sus nuevas creaciones bajo los mismos
términos.